

3D printer! (Fremtiden er nå)
/Denne uken startet med et kanonskudd i det jeg på mandag gikk til innkjøp av min helt egen 3D printer! Det er en relativt enkel og billig modell, men veldig populær og en god inngangsbillett til 3D printing som hobby.
Men det er mye mer en bare en hobby. Kanskje ikke for meg, som stort sett til nå har benyttet den til å printe ut kuriositeter lastet ned fra Internett, men 3D-printing er en eldre teknologi enn man skulle tro og brukes mer og mer i industrien til ikke bare å lage raske prototyper, men til å produsere ferdige kommersielle produkter. Det er trodd at teknologien, sammen med hyppig automasjon, vil være starten på en ny industriell revolusjon.
Selv var faktisk noe av grunnen til anskaffelsen av egen printer å lette trykket på de printerne vi har på skolen og gjøre det enklere for meg selv å prototype deler til skoleprosjektet, som jeg har skrevet litt om tidligere, der vi jobber med å lage en robot-arm.
Her ser man arbeidsbenken vår med forskjellige prototyp-deler strødd rundt, samt starten på basen til armen som den skal stå på.
Som sagt så er ikke 3D-printing en ny teknologi, men tilgjengeligheten og prisen på 3D-printere har kommet såpass ned de siste årene at det har eksplodert i popularitet blant vanlige forbrukere og har åpnet en hel del nye dører for oppfinnere, skapere og hobbyister. Mange firmaer selger nå enkle og relativt intuitive enheter som gjør det enkelt å sette seg inn i prosessen og teknologien til en ikke alt for dyr penge.

"3D-printing" blir stort sett forbundet med tredimensjonale plastikk-dingser som på bildet over, men navnet er langt mer omfattende en som så. Teknologien ble oppfunnet så tidlig som på 1970-tallet, men den første fungerende 3D-printeren ble oppfunnet av japanske Dr. Hideo Kodama i 1981. Den baserte seg på stereolitografi (SLA) som er en veldig utbredt teknikk i industriell 3D-printing i dag. Stereolitografi som prosess ble patentert av den amerikanske oppfinneren Chuck Hull i 1986 og baserer seg på å lagvis printe tverrsnitt av en modell oppå hverandre slik at det til slutt danner et tredimensjonalt objekt, mye på samme måte som gips-printeren vi har på skolen som jeg har dekket tidligere. Prosessen er på engelsk omtalt som "additive manufacturing" eller tilleggingsmanufakturering på norsk fordi det er en prosess der man legger til materiale for å bygge opp ett objekt, i motsetning til f.eks. fresing der man starter med en metallbit som "inneholder" biten man skal ha og fjerner materiale til man oppnår korrekt form, som statuehuggerne i antikken ville sagt; "Å sette figuren i steinblokken fri".
Stereolitografi; "stereo" - fast, hardt, solid & "lithos" - stein & "graphein" - å skrive (skrive fast, spesielt på flere plan (i høyden)).
Stereolitografi fungerer ved å benytte foto-solidifisering. Det vil si at et lys-sensitivt flytende polymer (f.eks plast) blir beskutt av ultrafiolett laser for å herde polymeren. Dette gjøres på alle punkter som eksisterer i tverrsnittet av modellen på det laget og deretter senkes delen lenger ned i polymeren og prosessen gjentas for det neste laget. Til slutt står det en ferdig modell igjen.

Dette er en av mange måter å printe i tre dimensjoner i dag. Andre typer er:
Powder Bed Fusion herunder LM (Laser Melting) eller BJ (Binder Jetting) eller pulverfusjon (slik som gipsprinteren vår (BJ)). Fungerer som klassisk stereolitografi (SLA), men med pulver. Denne prosessen brukes f.eks. ved printing i titan (LM).
Pulverfusjon, et lag med smeltbart pulver blir dratt over modellen som senkes ned for å forme det neste laget, her lasersmelting.
Pulverfusjon ved liminnsprøytning.
Material Extrusion, herunder FDM (Fused Deposition Modeling) eller FFF (Fused Filament Fabrication). Filamentfusjon (FFF) er det som blir mest brukt i dag blant konvensjonelle og komersielle "hjemmeprintere" og printere fåes i et bredt utvalg størrelser og typer. Printing med filament gir mange muligheter av materiale, men det er stort sett plastikk som brukes. Vanlige materialer er:
- PLA (Polylactic Acid) Veldig vanlig materiale som blir mye brukt til prototyping og printing av objekter som ikke skal bære stor last.
- ABS (Acrylonitrile Butadiene Styrene) Mer holdbart og sterkere enn PLA og kan etterarbeides med aceton.
- PETG (Polyethylene Terephthalate) Enkelt og trygt materiale å printe som er sterkere enn PLA og kan brukes til ting som har med mat å gjøre.
- Nylon (Polyamid) Sterkt og solid, men bøyelig materiale som egner seg godt til bevegelige deler.
- PVA (Polyvinyl Acetate) Vannløselig. Brukes som støttemateriale ved printing av komplekse ting.
- Andre obskure varianter som stort sett er PLA blandet med andre stoffer som keramikk, stål, tre, o.s.v.
Mer informasjon om forskjellige filament-typer her.
Forskjellen mellom FDM og FFF er liten, men stort sett brukes FDM i mer industrielle applikasjoner, som foreksempel å bytte ut det oppvarmede dysehodet som brukes i FFF med en MIG sveisepistol og 3D-printe i rent stål.
Fabrikering med filament.
Flere andre metoder eksisterer også, men hovedforskjellen mellom de to måtene å printe på er hvordan materialet depositeres. Om det legges hele lag for hver passering (SLA) eller om hvert lag kun legges der det skal være materiale (FDM).
Fordelene med SLA er at det kan printe komplekse modeller med intrikate former og overheng som en FDM printer ikke ville klart uten å bygge eget støttemateriale.
En modell av en hund printet med FDM. Det trengs støttemateriale for å bygge hodet siden filamentet som blir depositert må ha en flate å bli lagt på, ellers så detter det bare ned. Prosessen er ypperlig for rask eksperimentering og prototyping, og FDM er relativt billig.
1) FDM-hode / dyse som beveger seg i X og Y aksen (høyre/venstre og bak/frem)
2) Modell bygget opp av filament lagt lagvis
3) Byggeflate som beveger seg i Z aksen (opp/ned)
SLA egner seg godt når man trenger intrikate detaljer og fine overflater eller skal lage støpeformer. SLA modeller printet i polymer egner seg ikke så godt som strukturelle deler siden de kan deformeres ved å bli utsatt for sollys.
RepRap og maker-revolusjonen
RepRap er et prosjekt startet i England ved University of Bath av Adrian Bowyer i 2005 og står for replicating rapid prototyper og
målet med prosjektet er en dag å skape en versjon av en Von Neumann universal constructor, en maskin som kan bygge kopier av seg selv.
Vi kan takke RepRap prosjektet for at teknologien har kommet så langt som den har gjort og at vi i dag har 3D printere som vi kjenner dem. I fremtiden vil det neste målet være å skape 3D-printere som kan printe på molekylnivå og atomnivå for å sette sammen det vi måtte ønske fra intet annet enn rå materialer. Men det er nok en stund til vi kommer dit.
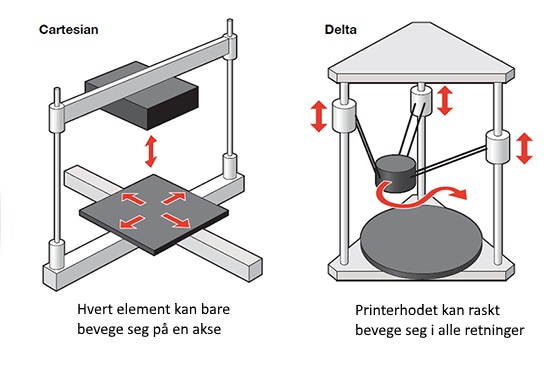
Det finnes flere typer FDM-printere. RepRap bruker et Cartesian system, som betyr et vanlig rutenett koordinatsystem med bevegelser i flere akser på en gang for å oppnå kurver, men det finnes andre metoder som delta-roboter som har tre armer for å posisjonere printerhodet og bruker trigonometri for å regne ut posisjonen. Det finnes også andre typer, men disse er eksperimentelle for øyeblikket.
For å lage en modell på en FDM printer er det et par steg som må følges, men fremstillingsmåtene er blitt ganske strømlinjeformede.
Man starter med et virtuelt modelleringsprogram kalt CAD (Computer Aided Design). Disse kommer i mange varianter, i dette tilfellet Blender. Man tegner modellen og sørger for at den er hel, det vil si at "meshet" (huden til modellen) ikke har hull.
Deretter eksporterer man modellen inn i et CAM program (Computer Aided Manufacturing), vanligvis som en .STL fil eller .OBJ eller lignende kompatible formater, men STL er en ganske utbredt standard. Disse programmene kommer også i mange varianter og programmene er ofte sammenbundet i CAD/CAM pakker som gjør alt, f.eks. SolidWorks eller Fusion 360. I dette tilfellet, siden vi bruker en RepRap-type printer bruker jeg Simplify3D.
Så må vi legge til litt støttemateriale, siden FDM printere ikke kan printe vinkler mindre enn ca 45°. Det kommer an på hvor tykke lag man printer med, printer man med fine lag (0,1mm) får man finere overflate og bedre detaljer og kan komme unna med mindre vinkler uten støttemateriale siden kanten på laget under vil i mange tilfeller være nok til å støtte laget over.
Deretter kan vi velge en hel masse innstillinger som sørger for at modellen blir printet korrekt. Innstillinger som lagtykkelse, infyllsprosent, skalltykkelse, dysetemperatur, platetemperatur, kjøling, retraksjon, brem/skjørt/flåte, depositeringsprosent, matehastighet, FDM-hode (dyse) bevegelseshastighet, støttemateriale-innstillinger og andre logiske innstillinger bidrar sammen til å skape den optimale prosessen å printe en modell på. Disse innstillingene kan variere veldig mellom modeller og materialer.
Deretter "slicer" man modellen, d.v.s. deler den opp i lag slik at programmet kan generere koordinater som FMD-hodet skal følge.
Man kan se gjennom lagene og verifisere at modellen vil bli printet som man ønsker. Deretter eksporterer man koden som G-Code som printeren kan lese og produksjonen av den fysiske delen kan starte.
FDM-hodet depositerer gjennomsiktig grønn PLA filament lagvis for å bygge opp modellen som instruert av .gcode filen vi lagde.
TADA!
Denne teknologien kommer bare til å spre seg og er antatt å få store konsekvenser for alle industrier. Med fremtiden i hånda kan jeg si at jeg gleder meg som aldri før til å se hvor dette fører hen, vi lever absolutt i en spennende tid.