

Gjenger og hvordan å dreie dem
/Skruer binder verden sammen på en enestående måte og dreiing av gjenger er en av de mest utførte maskineringsprosesser i verden, på en årlig basis, så å kunne dreie gjenger ordentlig er viktig kunnskap.
Den tekniske definisjonen på en maskinskrue er et skråplan viklet om en sylinder. Gjenger er altså en opphøyning eller nedfelling av en profil i form av en heliks på den interne eller eksterne overflaten av en sylinder.

For å forstå hvordan vi lager dem må vi forstå hvordan de fungerer og standardene som er i bruk. Desverre er det mer enn én standard, som i seg selv bekjemper formålet med standarder, men det er som det er.
Arkimedes' skrue
De to store enhetsystemene og standardene som bruker dem.
SI - Système international d'unités
Det metriske system og det som blir mest brukt blant forskere og i den vitenskapelige verden. Det som gir mening.

Imperial - British Imperial / Exchequer Standards
Det imperiske enhetsystem som blir offisielt brukt av Libera, Myanmar og USA. Det som ikke gir mening.

ISO - International Organization for Standardization
Etablert i 1927 og holder til i Genève, Sveits. Et konglomerat av alle medlemsnasjonene sine interne standardiserings-organ.
Bruker SI metrisk som hovedstandard, men omfatter også Amerikanske enheter siden dette er en internasjonal gruppe.
ISO har standarder for ALT mulig, ikke bare industri, som for eksempel ISO 8601 som beskriver hvordan man skal skrive tid og dato. Det korrekte formatet er forresten 2017-03-29T23:59:59+01. Så vet du det.

DIN - Deutsches Institut für Normung
Blandt annet ansvarlig for mye av moderne bilstandarder, som for eksempel form på bilstereo (1-DIN / 2-DIN) o.s.v.
Viktig ISO medlem og bruker SI enheter.

CEN/EN - European Committee for Standardization / European Standard
EU sitt interne organ for standarder som opererer mye på samme måte som ISO. Hvorfor de har sitt eget når vi har ISO er et godt spørsmål. Norge er medlem i både CEN og ISO.

ANSI - American National Standards Institute
De forente staters standardiserings-organ.
De omhandler både metrisk og imperisk, men bruker offisielt metrisk som hovedsystem, men det går for det meste i tommer fortsatt.

BSI Group - British Standards Institution
Storbritannia sitt standardiserings-organ.
Viktig medlem av ISO og CEN. Er på samme måte som USA offisielt sett gått over til metrisk, men i motsetning til sine frigjorte brødre faktisk flinke til å implementere det.
NS - Norsk Standard / Standards Norway
Norges offisielle standardiserings-organ.
De har ikke noen kul logo.
Hvis du ser NS-EN så står EN for “Europeisk Norm” og betyr at standarden er adoptert fra ISO/CEN, men kan i andre sammenhenger bety "Engineering Number" og er en standardisert nummerering av materialer.
“Great things happen when the world agrees.”
Gjengestandarder
Som sagt, det å ha mer enn en standard for samme tingen motarbeider formålet med standarder.
De to hovedstandardene når det kommer til gjenger er Metric (M) og Unified (UTS). Metrisk er ISO standard, Unified Thread Standard er hovedsaklig brukt i USA og Canada og styres av ANSI.
Begge standardene bruker 60° V-gjenger, men hovedforskjellen ligger i måleenhetene og gjengemålingen.
Mye på samme måte som tannhjul måles stigningen i det Metriske system med avstanden mellom et punkt på en gjenge og det samme punktet på neste gjenge parallelt med aksen.
Metrisk standard deles i to grupper, metrisk grovgjenger, enkelt kalt M, og metrisk fingjenger, noen ganger kalt MF for Metric Fine.
Alle mål i metrisk gjengestandard oppgis i millimeter. Metriske grovgjenger uttrykkes ved å sløyfe stigningen, f.eks. M14. Dersom det står M14 x 1.5 betyr det at det er metriske fingjenger.
I Unified måles gjengestigningen med hvor mange gjenger som går på en tomme. Dette medfører problemer siden antallet gjenger over en tomme ikke nødvendigvis er et rundt tall, f.eks. 16,5 TPI.
UTS deles i tre grupper, UNC (Unified Coarse), UNF (Unified Fine) og UNEF (Unified Extra Fine).
Mål i UTS er en skikkelig godtepose full av rariteter. Noen ganger oppgis det i brøkdeler av en tomme, noen ganger desimale fraksjoner (0.1120), noen ganger kun som et nummer, f.eks. #4.
Gjengeprofiler
Det finnes mange ulike typer gjengeformer og man kan bruke en hvilken som helst form på gjenger så lenge de korresponderer i delene som skal sammenføyes.
De vanligste gjengeprofilene er som følger:
a) Standard utrimmet 60° V-gjenger
b) ISO metriske 60° V-gjenger, den vanligste gjengformen. Gir stor friksjon og sitter godt.
c) Withworth 55° gjenger, mye brukt der man bruker tommer.
d) Firkantgjenger, gir veldig lav friksjon og tåler høy last, men vanskelig å produsere. Ofte brukt i ledeskruer i industrimaskiner.
e) Trapesgjenger (også kjent som Acme-gjenger). Gir lav friksjon og tåler høy last. Lett å produsere. Brukes også i ledeskruer.
f) Buttress-gjenger, brukes som ledeskruer, låseskruer eller tetningskruer i hydraulikk.
g) Runde gjenger, gir relativt lav friksjon og brukes mye i ting som skal være lette å skru ut og inn, som lyspærer eller på rørtenger osv.
Gjengens anatomi
Ved dreiing av eksterne gjenger (bolter o.l.) er det storediameteren som er viktig, dvs. den ytre diameteren, som er den som oppgis i standardene. M14 bolter er 14mm tykke... teoretisk sett, i realiteten er de gjerne 13,97- 13,79 millimeter for å tillate litt toleranse mellom eksterne og interne gjenger, det er standarder for dette også.
Lillediameter eller indre diameter beskriver dybden på gjengene og representerer roten i eksterne gjenger og toppen i interne gjenger.

Som man kan se på tegningen over er det rot og toppklaring bygget inn i gjengene. Den egentlige størrelsen måles med de teoretiske toppene. Toppklaringen er 1/8 av stigningen og rotklaringen er det dobbelte på 1/4 av stigningen. Disse er omvendt for interne gjenger. H er den teoretiske høyden på gjengene fra spiss til spiss, Harb (arbeidshøyde) kan brukes for den faktiske høyden mellom rot og topp. P står for "pitch" og er stigningen og måles på delediameteren, men kan praktiske sett måles hvor som helst på gjengene.
Forholdet mellom stigning og gjengedybde er grunnen til at 60° gjenger er standard:

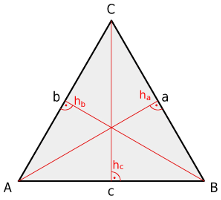

Vinklene i en trekant blir alltid 180°.
I en likesidet trekant er alle vinklene 60° og alle sidene er like lange.
Høyden, dvs. lengden på normalen fra siden som går gjennom et hjørne har et fast forhold i en likesidet trekant:

Dette kommer av Pytagoras' teorem som sier at A² + B² = C².
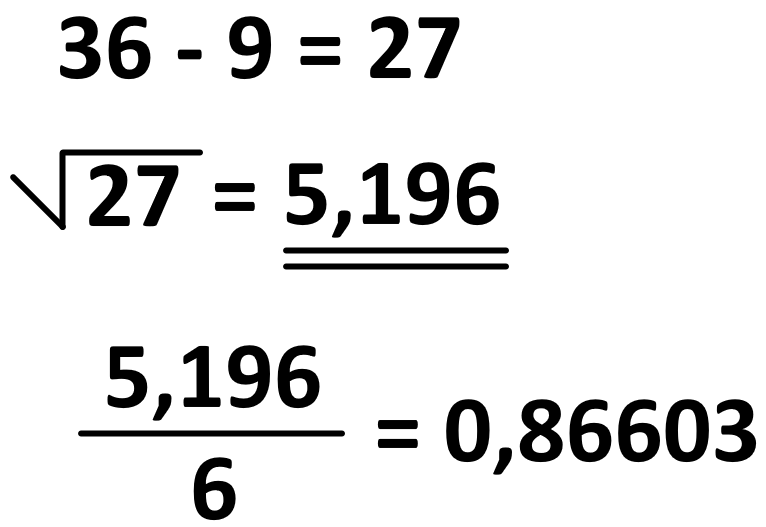
Dette gir også at C² - A² = B², altså høyden.
Som et eksempel la oss si at stigningen er 6mm, altså lengden av èn side:
I praksis
Det er hovedsaklig to måter å dreie gjenger på. Med toppsleiden, eller med tverrsleiden. Den "korrekte" måten er med toppsleiden.
Med informasjonen over i tankene kan vi sette i gang å dreie gjenger. Jeg tar her hovedsaklig for meg dreiing av eksterne gjenger, men prinsippene ved dreiing av interne gjenger er de samme.
Først setter vi dreiebenken til riktig stigning. Når hovedsleiden blir koblet til ledeskruen beveger den seg X antall millimeter bortover for hver rotasjon av kjoksen, der X er stigningen til gjengene vi skal dreie.
Det er viktig å sørge for at maskinen står stilt inn på riktig standard.
Vi setter toppsleiden til 29,5°, altså litt under halvparten av flankevinkelen. Dette er for å skjære spon av arbeidsstykket på en mer kontrollert, presis og finere måte.
Dreieskjæret er et formverktøy og har samme vinkel som gjengene, 60°.
Tverrsleiden står alltid på null og brukes som referansepunkt.
Kuttdybden økes med toppsleiden. Når toppsleiden brukes til å øke kuttdybden kan vi gå inn hele stigningnen med toppsleiden siden den står vinklet slik at å mate den inn hele stigningen resulterer i en total kuttdybde på 0,86603 ganger stigningen.
Det er viktig at skjæret står rett mot arbeidsstykket, dette kan verifiseres med et enkelt vinkelmål som i bildet under.
Vi starter med å gjøre en veldig liten passering for å verifisere med gjengelære at maskinen er stilt inn riktig og at gjengene blir som vi ønsker.
Deretter tar vi ganske mange passeringer, gjerne 5 - 16 passeringer, avhenging av stigningen. Siden matehastigheten på hovedsleiden er såpass stor når vi dreier gjenger er det nødvendig å dreie med lavt turtall, men som med vanlig dreiing blir resultatet bedre jo nærmere optimal skjærehastighet vi er.
Det er vanlig å ha et frispor i enden av gjengene om dette tillates for å gi skjæret et trygt sted å stoppe og gi et pusterom til operatøren slik at skjæret trygt kan trekkes tilbake ut av veien fra arbeidsstykket.
Når hovedsleiden er engasjert i ledeskruen er det som regel ikke å anbefale å koble den fra, men heller reversere maskinen for å komme tilbake til start. Det er også viktig å ikke røre hovedsleiderattet for å ikke introdusere slark i ledeskruen og endre referansepunktet til gjengeskjæret.
Dersom dreiebenken har en gjengeklokke kan dette gjøres, men da er det viktig at ledeskruen kobles til ved den samme indikasjonen på klokken hver gang.
Dersom man dreier noe mer fler enn en gjengeinngang kan man enten bruke gjengeklokken til å forskyve gjengesporet, eller sette toppsleiden 90° og benytte den til å forskyve gjengene.
Dette har også andre formål, som f.eks. en alternativ måte å øke kuttdybden på ved å alternere hvilken side som kuttes, dog dette gjøres for det meste i CNC maskiner og er ikke en utbredt praksis ved manuell dreiing.
Helt til slutt en veldig god video om dreiing av gjenger som oppsummerer det som står her veldig godt:
Driv verden fremover, bruk ISO <3